本公司是一家专门从事各类复合金属、热双金属、4J36、4J42、invar36等合金材料及精密不锈钢带轧制(零件),以及精密金属装备设计的创新型技术企业。根据客户要求或实际应用情况来设计组元合金、复合结构以及加工工艺,制作出满足客户要求的高品质产品。同时在原有产品基础上,公司拥有开发与设计新材料(应用)的能力,能为客户定制专业的或特殊的应用功能产品。
公司建立了完善的质量保证体系,严格遵守国家政策及环保相关指令,为客户提供安全绿色产品。 公司宗旨是让产品更具竞争力、为客户持续创造价值、赢取客户信赖。我们将一直以一流品质和优良的售后服务竭诚为您服务!
弹性模量(E):
退火态,棒料&带材: 20.5 X 103 ksi
冷轧: 21.5 X 103 ksi
电阻(70°F):495.0 ohm-cir-mil/ft
电阻的温度系数(70-212°F):6.11 X 10-4ohm/ohm/°F
居里温度:535°F
熔距:2600°F
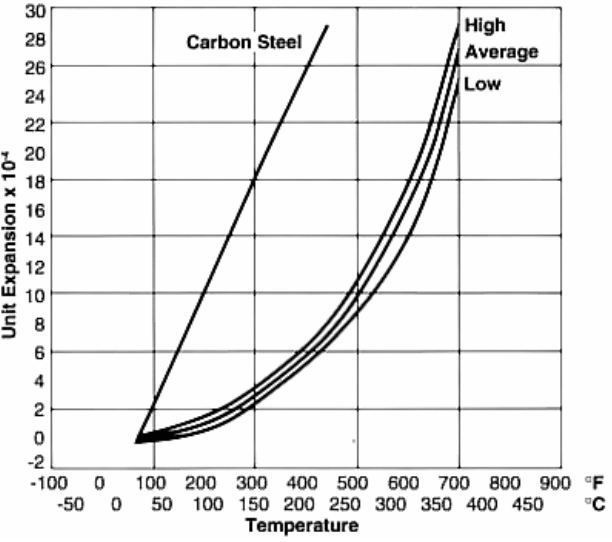
热膨胀曲线对比图 Invar36 VS 碳钢
磁性:DC磁通量曲线
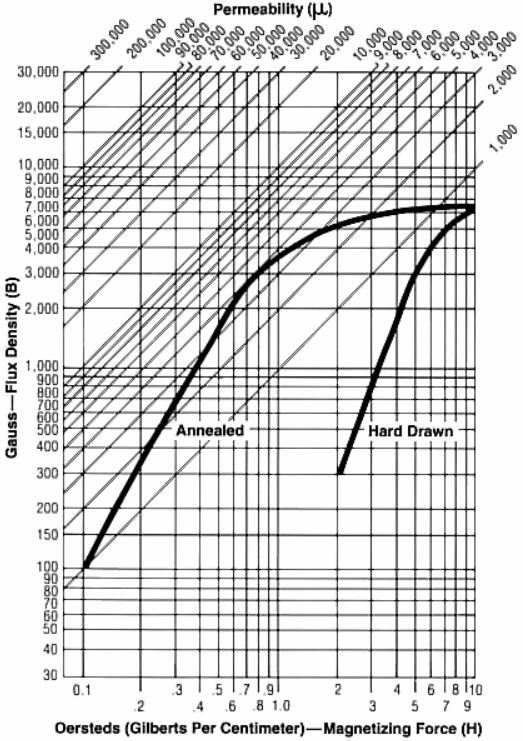
磁通量 VS 温度特性
材料为退火态。H=5 oersted
机械性能

热处理
优化尺寸稳定性的热处理
冷作加工的应力会导致尺寸稳定性轻微变化,这种变化与时间和温度相关。
为了优化尺寸稳定性,可将材料加热至815°C,保温30分钟/厚度in,水淬,然后重新加热至315°C,保温1个小时,最后空冷。
退火
加热至790°C,保温30分钟/厚度in,然后空冷。温度超过538°C时可以去除冷作应力。温度越高,退火态硬度则越低,如下表所示。
样件保温5分钟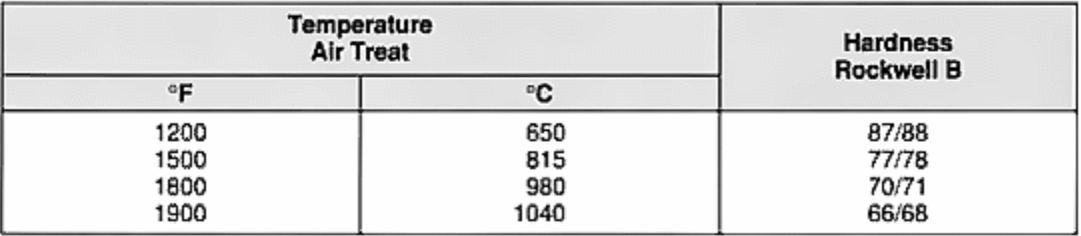
加工性能
锻造需要注意的是加热要快,避免长时间放置在炉中。如果加热时间过长,材料吸收气室中的硫和氧化物会产生表面龟裂。锻造温度为1100-1180°C。
落料和成型加工
落料加工宜采用硬度为Rockwell B90的材料。深冲压加工宜采用硬度为Rockewell B75的退火态带材。
磨削和抛光
请用金刚砂轮,最好用不加负荷的柔性砂轮。抛光处理宜采用No.80 砂砾起步。
焊接
Invar36适用于常规的焊接方法。需要注意的是不能过度加热至熔态,以避免熔态金属溅落,在焊接区域形成坑洞。如需焊条,需用Invar材料的焊条。
钎焊
银合金和不含锌的合金可用于Invar36的钎焊。钎焊前,Invar36需做退火。注意焊点位置的设计,避免Invar36在钎焊过程中处于受拉状态。
电镀
可用处理黑色合金的方法对Invar36进行镀铬,镀镉,镀镍和镀锌的处理。








干烧片

复合金材料